Заточка фрез по дереву: работа вручную, с использованием точильных кругов и заточного станка






Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.

Фрезы время от времени необходимо точить.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание!
Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава.
Это может быть и быстрорежущая сталь.
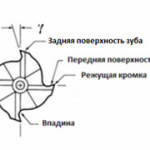
Геометрия зубчиков

Форма зубчиков.
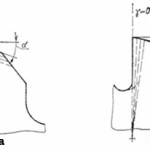
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью. Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда. Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.

Параметры резца.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание!
Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять.
В попытке сэкономить время вы можете испортить его и всю фрезу.

Процесс заточки.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги

Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ. При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак. Ниже приведена таблица таких величин.
| Материал | Предел термостойкости в градусах |
| Алмаз промышленный | 700-900 |
| Электрокорунд | 1300 |
| Кремния карбид | 1200-1300 |
| Бора карбид | 500-600 |
| Минералокерамика | 1200 |
| Эльбор | 1300-1500 |
| Инструментальная углеродистая сталь У-12 | 200 |
| Сталь быстрорежущая Р-18 | 600 |
| Сплав твердый ВК-8 | 900 |
С увеличением температуры при заточке до +1000 градусов твердость абразивных кругов на микроуровне падает в 2-2.5 раза. До +1300 градусов – в 4-6 раз.
Использование воды в качестве охладителя ведет к возникновению очагов коррозии на элементах точильного станка. Чтоб этого не происходило, в жидкости растворяют мыло и электролиты (натрий углекислый, соду, тринатрий фосфата, нитрит и силикат натрия). Они создают защитные пленки.
При основном шлифовании применяют содовый и мыльный раствор. При чистовой обработке – эмульсии низкой концентрации.

Охладитель для точильного станка.
Обратите внимание!
Чтобы повысить производительность заточки и понизить удельное изнашивание, необходимо подбирать наибольшую разрешенную для данного вида резаков зернистость абразивного диска.
Она обеспечит нужную категорию чистоты поверхности инструмента.
Скорость (окружная) диска при затачивании резцов из инструментальной стали должна составлять 10-14 м/с. Если перевести в более привычные величины, то при использовании наждака, имеющего диаметр 125 миллиметров, вращательная скорость привода должна равняться примерно 1300-2200 об/мин.
Конфигурация диска для точения угла заднего резцов на цилиндрической плоскости должна быть чашечной (маркировка ЧК либо ЧЦ) или тарельчатой (маркировка 1-Т, 2-Т, 3-Т), а угла переднего – плоская либо тарельчатая.
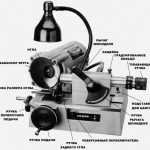
Использование заточного станка

На фото устройство точильного станка Е-90.
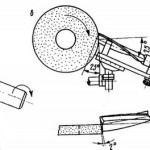
Принимая во внимание самую сложную конструкцию – спиралевидные зубцы, специальное точильное оборудование должно сообщать как поступательное, так и вращательное движение обрабатываемому резаку. Таков заточной станок для фрез по дереву Е-90 «Darex». Он и послужит нашим примером для описания процесса.
Сущность операции затачивания концевых резаков заключается в том, что при их продольном движении относительно диска одновременно осуществляется поворот фрезы вокруг ее оси. Вследствие этого обрабатываемая поверхность постоянно контактирует с кругом на одинаковой высоте.
Тем самым обеспечивается и одинаковый угол точения. Вращательные и поступательные перемещения синхронизируются с помощью особого элемента – игольчатого копира. Он упирается в пазуху на передней стороне зубца.
Придавливая зубец к игле и плавно перемещая по оси фрезу, мастер за одно движение осуществляет заточку резца по всей его длине.
В схематичном виде обработка боковых, в том числе — винтовых зубьев, осуществляется нижеследующим образом.

Процесс затачивания резака.
- Фреза крепится в цанге.
- Игольчатый копир позиционируется так, чтобы располагался в наиболее высоком положении. Его кончик должен упираться во внешний край канавки резака.
- Фреза далее ставится в изначальную (выдвинутую) позицию. При этом игла копира размещается подле хвостовика и касается канавки зубца.
- Точильный диск при помощи рукояти бокового перемещения сдвигается в позицию, в которой внешняя его кромка совмещается с копиром.
- Далее следует включить мотор станка и при помощи рукояти прямой подачи медленно смещать диск к фрезе, до тех пор, пока она не начнет искрить.
- Далее на шкале подачи следует выставить толщину стачиваемого металла. Как правило, это 25-50 микрон.
- Затачивать резец по всей длине его нужно, втягивая шпиндель с установленной фрезой до того момента, пока она не соскочит с копира.
- В ходе работы необходимо проследить, чтоб резак находился все время в контакте с копиром-иглой. Так будет обеспечено проворачивание фрезы, нужное для нахождения обрабатываемой грани в контакте с диском при одинаковом взаиморасположении.
- Чтоб была обеспечена чистота точения, прохождение фрезы следует повторить, не изменяя на шкале толщину снимаемой стали.
- После этого можно считать точение одного зубца законченным. Можно переходить к следующему.
Чтоб затачивание всех резцов было симметричным, не изменяйте на протяжении работы установленную при помощи рукояти прямой подачи толщину стачиваемой стали. (См. также статью Шлифмашинка по дереву: особенности.)
Сменяя позицию иглы-копира так, чтоб конец ее касался различных точек канавки зубца (например, центра, края), можно менять значения задних углов а и а1.
Теперь о затачивании торцевых резцов.

Заточка торцевых кромок фрезы: а – однорезцовые, б – двурезцовые кромки.
- Для этой цели следует фасонную фрезу поставить в такую позицию, при которой точимый зубец будет находиться в точно горизонтальном положении.
- Точильная система станка Е-90 имеет кольцо с градуировкой. Оно дает возможность очень просто располагать торцевые резцы строго горизонтально.

Если у станка нет кольца с градуировкой, приходится использовать подручные средства.
- Когда применяется заточный станок, в комплектации которого нет такого приспособления, для выставления зубчиков можно использовать угольник.
- Когда резец принял нужное положение, можно начинать работу. Осуществляется она с помощью смещения кромки точильного диска вдоль грани зубца.
- Значение угла точения можно изменять, смещая по вертикали круг или наклоняя шпиндель с резаком.
Вывод
Заточка фрезеровочных резаков по дереву является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.

